


Anelli di tenuta per alberi rotanti - Sezione tecnica
Qualità
Obiettivi e piani per la qualità, sviluppati con il Quality Management del gruppo GAPI, si basano su fabbisogni e aspettative del mercato e sulla soddisfazione del cliente che si ottengono tramite il miglioramento continuo di progetto, prodotto e servizio.
ROLF realizza i propri prodotti tramite un Sistema di Qualità Totale Certificato.
Con l’introduzione continua di nuovi e moderni macchinari corredati da automazioni innovative per lo stampaggio, la finitura, il packaging automatico e con l’introduzione di nuovi impianti di visione artificiale computerizzata e automatizzata per il controllo al 100% dei prodotti, ROLF persegue l’obiettivo della costanza, stabilità e ripetibilità di tutti i processi.
Ogni fase risulta oggi integrata all’interno dell’ERP aziendale per garantire un immediato controllo sui
processi e sulle relative performance.
Per l’affidabilità di ogni anello di tenuta, è fondamentale che le caratteristiche dello stesso, determinate in sede di progetto, siano riscontrabili in modo costante nella produzione di serie.
Nella produzione ROLF, viene effettuata dapprima una verifica della rispondenza delle caratteristiche del prodotto ai parametri del progetto. Ciò viene eseguito mediante prove sperimentali su anelli prototipi con macchine di prova che simulano le condizioni di esercizio più impegnative.
In fase di produzione di serie, personale qualificato provvede ad eseguire una serie di controlli in ogni fase di lavorazione, con l’ausilio di laboratori metrologici attrezzati con macchine e strumenti di misura atti a tale compito.
Il prodotto finito è poi sottoposto a test funzionali di affidabilità con frequenze periodiche.
Controllo degli stampi e delle attrezzature di complemento
Gli stampi e le attrezzature vengono costruite con l’ausilio di sofisticati centri di lavoro a controllo numerico. All’atto dell’avviamento, e periodicamente durante la produzione, vengono sottoposti a controlli atti a monitorare l’iniziale rispondenza alle quote di progetto ed il loro corretto mantenimento nel corso della produzione di serie.
Controllo sul prodotto
In fase di collaudo delle attrezzature, vengono effettuati controlli dimensionali (altezza, diametri interni ed esterni) e controlli geometrici (profilo e superficie), al fine di accertare la rispondenza del prodotto al progetto prima dell’avviamento in produzione. All’inizio di ogni produzione di serie e con frequenze prefissate, vengono poi effettuati controlli visivi e dimensionali per verificare la costanza delle quote originali.
Controllo materiali
- Materiali elastomerici:
Uno dei punti più importanti per l’affidabilità degli anelli di tenuta è la costanza delle caratteristiche reologiche e chimico-fisiche delle mescole. Per garantire tale costanza, su ogni lotto di materiale elastomerico in produzione vengono effettuati controlli dei parametri fondamentali. Tali controlli sono effettuati dai nostri ingegneri nel laboratorio tecnologico ROLF.
I parametri registrati sono disponibili, in ogni momento, presso la banca dati ROLF.
- Componenti:
Secondo opportuni piani di campionamento si controllano:
a) le dimensioni e le caratteristiche fisico-chimiche degli inserti metallici
b) le dimensioni e le caratteristiche fisico-chimiche delle molle elicoidali con particolare cura al carico di allungamento
c) le dimensioni e le caratteristiche fisico-chimiche degli eventuali componenti
d) sistematicamente viene inoltre verificato il perfetto attacco della gomma al metallo.
Controllo statistico di processo
Viene eseguito durante tutte le fasi di lavorazione con frequenze prefissate per verificare le caratteristiche dimensionali e di aspetto.
Controllo sul processo di vulcanizzazione
Questo si effettua tenendo continuamente sotto controllo i parametri fondamentali del processo, in particolare tempi e temperature, registrati e controllati dai “PLC” collegati alle apparecchiature di stampaggio.
Controlli finali qualità prodotto
Per assicurare la qualità del prodotto finale vengono realizzati una serie di controlli, di seguito descritti, condotti da personale qualificato e mediante la strumentazione più moderna. Tali controlli assicurano al cliente ROLF l’utilizzo di una guarnizione non solo tecnologicamente avanzata, ma anche con un elevato livello di sicurezza intrinseca.
Il ciclo di controllo è composto da tre fasi:
- controllo dimensionale
- collaudo visivo al 100 %
- controllo visivo su un campione statistico.
Controllo dimensionale
Consiste in una verifica dimensionale delle principali quote di progetto, condotta secondo i requisiti DIN, ed in una registrazione dei dati per monitorarne l’andamento nel tempo.
14.6.2 - Collaudo 100%
Su ciascun articolo viene condotto un controllo visivo per l’analisi e l’eliminazione dei difetti eventualmente presenti sulle guarnizioni. Questo controllo si basa su una classificazione del tipo di difettosità e della loro criticità secondo le normalizzazioni internazionali e basata sulle possibili problematiche d’uso connesse al difetto in esame. Questa metodologia operativa consente una semplice applicabilità e al tempo stesso una grande efficacia.
Controllo statistico
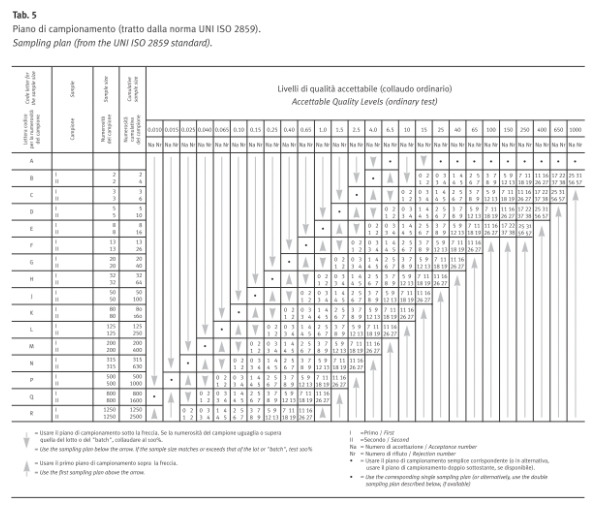
Questo controllo viene effettuato su un campione significativo di anelli definito mediante un piano di campionamento secondo la norma UNI ISO 2859, e ha lo scopo di rilasciare il benestare del lotto prodotto, in base al relativo L.Q.A.
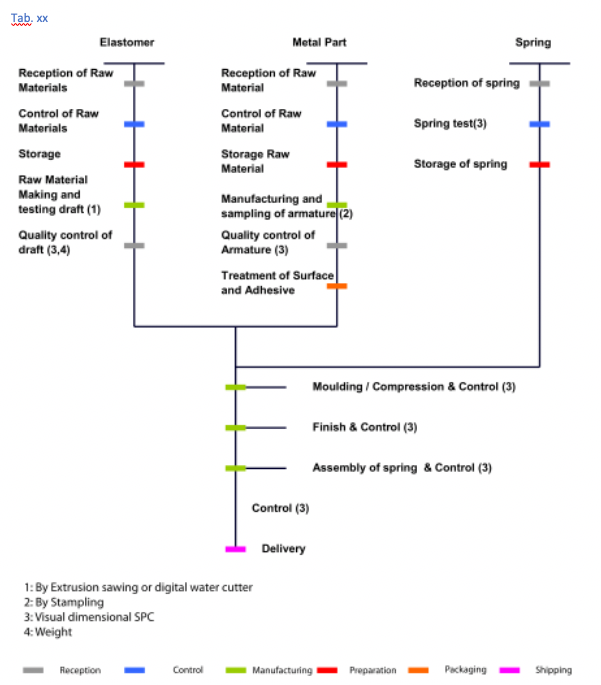
La tabella xx mostra il normale flusso di controllo di:
- materie prime
- dei componenti
- del processo
Tab. xx
| tipo di difetto | descrizione | L.Q.A. |
|---|---|---|
| difetti critici | tipologia di difetto da rendere inefficiente la guarnizione | 0 |
| difetti importanti | tipologia di difetto che pur non pregiudicando la funzionalità della guarnizione, ne rende critica la perfetta funzionalità | 0.4 |
| difetti secondari | tipologia di difetti che non influisce sulla funzionalità | 1.5 |
| livelli di collaudo speciali | livellio di collaudo correnti | ||||||
|---|---|---|---|---|---|---|---|
| numerosità del lotto | S1 | S2 | S3 | S4 | I | II | III |
| 2 ÷ 8 | A | A | A | A | A | A | B |
| 9 ÷ 15 | A | A | A | A | A | B | C |
| 16 ÷ 25 | A | A | B | B | B | C | D |
| 26 ÷ 50 | A | B | B | C | C | D | E |
| 51 ÷ 90 | B | B | C | C | C | E | F |
| 91 ÷ 150 | B | B | C | D | D | F | G |
| 151 ÷ 280 | B | C | D | E | E | G | H |
| 281 ÷ 500 | B | C | D | E | F | H | J |
| 501 ÷ 1200 | C | C | E | F | G | J | K |
| 1201 ÷ 3.200 | C | D | E | G | H | K | L |
| 3.201 ÷ 10.000 | C | D | F | G | J | L | M |
| 10.001 ÷ 35.000 | C | D | F | H | K | M | N |
| 35.001 ÷ 150.000 | D | E | G | J | L | N | P |
| 150.001 ÷ 500.000 | D | E | G | J | M | P | Q |
| 500.001 ÷ oltre | D | E | H | K | N | Q | R |
CONFERMA CHE VA FATTA QUESTA ILLUSTRAZIONE,
FAR AVERE TRADUZIONE
Anelli di tenuta per alberi rotanti -
Sezione tecnica
